Makino a81nx horizontal machining centre

Makino presented new a81nx horizontal machining centre
Outstanding indexing accuracy, an excellent material removal rate and reduced cycle times are just three of the key benefits offered by the a81nx horizontal machining centre Makino has unveiled at EMO 2013. The advantages of this new machine can be enjoyed in a wide range of potential applications.
Broad range of applications
As the successor to the extremely successful a81 horizontal machining centre, the a81nx offers a number of significant improvements for customers from the automotive, off-highway vehicle and machine manufacturing industries. The new machine is ideal for machining cylinder heads, cylinder blocks and transmission housings in cars and commercial vehicles as well as agricultural and construction vehicles. Moreover, it is also well suited to applications such as machining cast elements, e.g. control valves for hydraulic equipment or pump housings and gearboxes for other kinds of industrial machinery, or machining hard-to-cut aerospace components.
Design priorities
The a81nx was designed to cover the entire spectrum of operations from heavy rough cutting with a large tool to accurate finishing (e.g. bore index bore), particularly for casing components. Other key objectives were to reduce cycle times and enhance productivity through improvements in reliability, usability and maintainability as well as automated functions. The new machine fulfils all these goals. And its suitability for such a wide range of applications is based on a number of outstanding characteristics, as detailed below.
Enhanced rigidity and machining capability
The enhanced rigidity of the a81nx delivers a more stabile and powerful machining performance, e.g. an MRR of 1,000 cm3/min in cast iron. The overall structure, for example, is twice as rigid as its predecessor since various structural modifications have strengthened the rigidity of the casting structure, table and bed. Three different spindles are available to suit the application in question, with each one displaying enhanced machining characteristics.
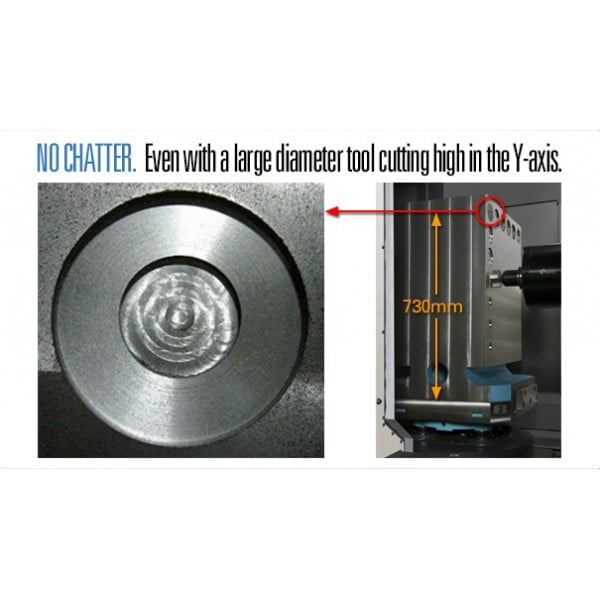
Improved utilisation of machining area
The enlarged Y-axis stroke and stable cutting capability along the entire Y-axis travel allow for maximum utilisation of the working area. At the same time, the maximum permissible length, diameter and weight of the tools that can be used on an a81nx have been increased – to 690 mm (length), 356 mm (diameter) and 30 kg/45 Nm or 35 kg/50 Nm (depending on the tool carrier).
Excellent indexing accuracy
One of the strengths of the a81nx is its high-precision bore-index-bore cutting. Three factors play a significant role in this: first, a highly rigid structure ensures stable straightness and squareness even when the machine is working under varying conditions, e.g. with workpieces of different weights; second, the spindle/table (B-axis) run-out has been minimised; and third, a thermally symmetrical structure combined with elimination of undesirable heat sources through thermal insulation and heat removal ensures thermal stability, even during lengthy machining operations.
Reduced cycle times
The shorter machining and non-cutting times are achieved through higher spindle acceleration and deceleration, improved axis acceleration and jerk, and a quicker on/off response time for the nozzle and through-spindle coolant. All this leads to shorter continuous cutting feed times or a significant reduction in the time required for rigid tapping, for example.
Productivity gains
Various improvements on the preceding model will enhance productivity in the targeted applications. They include an even better chip disposal system, more user-friendly operability, numerous features that make the machine even more reliable and reduce maintenance work, and a higher degree of automation with the MMC 2 module or the VIP system and a jig control system. Last but not least, energy-saving functions have been included to lower power consumption.



